In recent years, with the rapid improvement of industrial automation level, PLCs suitable for switching logic logic control have not been widely used, and application research on PLC has also appeared in large numbers. However, most of these research results are limited to the application of PLC in various control situations, such as control system composition, basic performance, etc., and the program debugging of PLC program control system is rarely involved.
Program debugging is an important stage before the program control system is put into operation. Through the program debugging, the configuration and logic functions of the system are gradually modified and improved to better meet the actual operation requirements of the site. As far as the author is concerned, at present, many debugging personnel do not treat program debugging as a systematic work, but do whatever they want, failing to give full consideration to various operating conditions, and bring hidden dangers to the safe operation of the site. In this paper, the author has put forward a complete set of debugging methods for the actual debugging experience of the PLC program control system. After the user program is compiled, the laboratory debugging, manufacturing plant debugging and on-site debugging are carried out in stages. The debugging method is from shallow to deep, effectively avoiding the occurrence of problems, and is compatible with the equipment manufacturing period, with the characteristics of short debugging time and low debugging cost.
1 debugging steps and methods
The program debugging of the PLC system can be divided into the following three steps.
1.1 Laboratory debugging
It can be done in the laboratory, mainly to do the following work:
The programmer is not connected to the PLC. Only in the offline state, by using the "File Check" function in the programming software to check whether the program matches its configuration, whether there is a repeating output coil, whether the various parameter values ​​exceed the setting range and basic Grammatical errors. Any errors found during debugging show the corresponding error code, and the debugger can find the user manual to determine the error and modify it in time.
The programmer only communicates with the PLC host online. At this time, you can check the communication port parameter settings, PLC and I/O status settings, and also propose each control function block to exclude interference from other programs, input signals and indirect point signals. Perform state forcing, observe whether the corresponding output contact changes meet the logic requirements of the program design, and perform a preliminary check on the program logic.
Because the laboratory debugging only requires the programmer and the Pl-blade host, the equipment is less, the wiring is simple, and the debugging is very convenient. The functional units of the program can be partially tested.
1.2 Factory commissioning
The whole PLC system is debugged in the program control equipment factory. First, after the system is powered on, check the CPU module and the indicators of each interface module to check whether the status of the CPU and bus interface is normal and whether the system can run normally. At the same time, check whether the settings of the remote station and the module in the station in the actual PLC system and the program "communication management table I/Omap" are consistent, and whether the communication configuration of the system meets the requirements. At this point, the configuration of the entire PLC system is basically determined.
Next, the dimmer switch is used to connect the emulator to the contact of the input module, and then the corresponding switch is toggled according to the input signal and the on-site feedback signal (such as the on/off of the limit switch) to simulate the actual operation. Connect the control function blocks that have been debugged in the lab, and observe whether there is a corresponding sequence output on the programmer and the output module to check whether the programming action of H is satisfactory. During commissioning, all possible situations should also be fully considered. Under the different working modes of the system, each branch and various possible progress routes in the logic diagram should be checked one by one until the input and the possible circumstances are The relationship between the outputs is completely logical. Some timer settings are large during programming. To shorten the debugging time, the set value can be reduced during program debugging, and the actual set value will be written after the analog debugging is completed. While designing and simulating the debugging program, the production and wiring of other control devices (such as consoles, relay screens, etc.) other than PLC can be performed simultaneously to shorten the production cycle. After debugging by the manufacturer, the overall logic function of the application can be considered to be basically passed.
1.3 On-site commissioning
After the PLC device is installed on site, it is necessary to carry out online debugging, connect the program control system with the testing equipment and the actuator, observe the operating status of the field equipment through actual operation, and perform the programmed according to the actual situation of the site and the requirements of the operating personnel. Modify it to work more closely with the field devices until the entire program control system is running well. This aspect requires the debugger to be very clear about the program logic, and on the other hand, to be familiar with the working principle of all controlled devices. This part of the workload is relatively large, but also the key to program debugging. The following is an example of a coal-fired program control system in a thermal power plant.
Program control system peripheral interface check
In the on-site commissioning of the coal-fired program control system of the thermal power plant, all the live input signal lines such as the belt sensor signal, the baffle in-position signal, the upper and lower position signals of the plow, the high and low coal level signals and the equipment status are first tested. The analog signal is sent from the scene, and the state of the contact in the corresponding input relay, input module and programmer is observed in the control room. If they are inconsistent, they can find the fault point in sequence and eliminate it in time.
The test of the output signal line can be forced in the programmer to start and stop the output signal of the equipment, the plow is lifted, and then observe the status of the output module, the output relay and the local contact in sequence, and keep consistent.
After the above input and output signal test, the wiring of the program control system can be ensured correctly. The next step is to debug the whole coal handling system. According to the actual operation of the field equipment, the program is modified accordingly, and finally the application program for the field equipment is obtained.
In the on-site commissioning, the arrival equipment is often inconsistent with the original design. In this case, the control program should be modified according to the principle of the actual equipment. At the same time, it should also fully consider whether other equipments with interlocking relationship have an impact. In addition, when a certain on-site signal is unreliable, other signals can be considered instead. For example, the speed signal is indispensable for the belt, but it is often unstable. In this case, the delay of the running signal plus a certain time can be used instead. Although there are some differences between the two in essence, this alternative approach is still feasible from the actual operation effect; the pause I/O service command can separate the controller from the field through the program, eliminating the need to remove the wiring or remove the external The power supply brings great convenience to the debugging program. The user program must pass the test of a certain period of time before it can be put into actual field work.
2 Application of digital filtering and software fault tolerance technology in program debugging
During the on-site debugging of the PLC, unexpected interference signals often appear, which brings certain deviations to the real-time control and measurement system. In addition to using hardware measures to improve the anti-jamming capability of the system, the author also uses the characteristics of PLC to calculate the speed, and gives full play to the advantages of the software to ensure that the system stops working due to interference and meets the accuracy and speed required by the project. Digital filtering and software fault tolerance technology are two economical and effective methods in program debugging.
2.1 Digital filtering
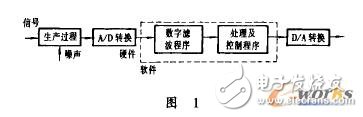
For the analog signal with lower SNR, it often causes large fluctuations due to instantaneous interference in the field. If the control calculation is performed only by the instantaneous sample value, a large error will occur, so I have adopted the digital filtering method. The live signal is converted into a discrete digital signal after A/D conversion, and then the formed data is stored in the PLC memory in time series, and then processed by a digital filtering program, and the noise portion is filtered to obtain a simple signal. The practical digital filtering methods are: average algorithm filtering, peak culling filtering and median filtering. In practice, one method can be used alone, or several methods can be used simultaneously to receive better results. Its position in the control system is shown in Figure 1.
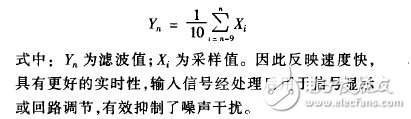
Taking the coal-fired program control system of the thermal power plant as an example, the author used the method of average filtering on the analog signals such as equipment working current, belt scale coal volume, coal crusher temperature and vibration, coal bunker coal position during on-site commissioning. Processing, the average value of the 10 samples is used instead of the current value for the input signal, but it is not the usual average of 10 times per sample, but is added to the last 9 historical samples every time. which is
2.2 Software Fault Tolerance
Because the power plant coal handling system and other industrial site environments are usually harsh, the I/O signal transmission distance is also long, which often causes errors in the transmitted signals, and some interference signals are not considered in programming. In order to improve the reliability of the system operation, the PLC can find errors in the case of signal error, and can continue to work under the influence of errors. The author adopted the following software fault tolerance measures in the commissioning of the coal handling program control system in the thermal power plant:
In the case that the field device signal is not completely reliable at present, for the fault signal that does not seriously affect the operation of the device, in order to prevent the jitter or poor contact of the input contact, a "false alarm" is generated, and the delay of the different time is determined during the debugging of the program. . If it still does not disappear after the delay, perform the corresponding action. For example, the belt slips, runs away, etc., and finally sets the delay of different time during debugging;
Make full use of the combined logic relationship between various signals to form conditional judgments. When an error occurs in an individual signal, the normal logic function of the system will not be affected by the error judgment, so that the program can be successfully executed.
For example, the belt's slip, deviation and rope switch signals are used in series with the belt running signal, that is, only the belt can be activated after it is activated. If you simply use the fault signal, you may not be able to start the belt. This method has great flexibility in field commissioning;
In some coal handling control programs in China, the output signals of the belt start and stop signals, the plows and the plows of the plows generally use timing pulse signals, which easily cause the inconsistency between signal maintenance and equipment response. Already responded but the signal remains, or the device has not responded but the signal has disappeared. In this paper, the feedback signal of the device is used to cut off the action loop, which effectively solves the problem that some field devices are unreliable. The control loop is cut off by the device's response to the output signal, allowing the control software to be more closely integrated with the field device.
Since the system hardware configuration has been determined during on-site debugging, it is difficult to add and modify it. From the software point of view, no need to add any hardware, the computer software advantages can be fully utilized, economical and practical, and can be different.
Since the system hardware configuration has been determined during on-site debugging, it is more difficult to add and modify it. From the software aspect, no need to add any hardware, the computer software advantage can be fully utilized, economical and practical, and different according to different specific situations. Fault-tolerant technology, easy to use and flexible, can be used as a supplement to hardware fault tolerance, further improving the system's anti-jamming capability. Field application shows that digital filtering and software fault tolerance technology are indispensable in program debugging and are effective.
3 Conclusion
Although the above PLC system debugging method is based on the debugging experience of the coal-fired plant control system in the thermal power plant, it is also applicable to other control occasions and program control systems of different scales, so it has a wide range of popularization and application value. If you can strictly follow the above debugging steps and use various debugging methods reasonably, it will help solve various problems encountered during the debugging process, improve debugging efficiency, and get twice the result with half the effort.
Diesel gensets are fully used in many important fields such as telecommunications, highways, skyscrapers, hospitals, airports, armies and factories. Our genset includes CUMMINS diesel gensets, PERKINS diesel gensets, LOVOL diesel gensets, DEUTZ diesel gensets and china-made diesel gensets, like WEIFANG diesel gensets, YUCHAI diesel gensets and so on.
Our company has got the independent department of product development and the production base. The processes of products` development, producing and selling and our Diesel Generatorservice are well managed according to ISO9001 Quality Management System, and we provide high-quality products and satisfying service.
Our diesel gensets conform to ISO8528 international standard and GB2820 Chinese standard, and the exhaust gas discharges is up to Europe â…¢.
Soundproof diesel generator sets are usually used in the environments wth stringent requirements for noise such as hospital,school,banks,hotels or other commercial sites.The soundproof generator set is made of the standard unit with mute cover.The mute cover can be removed and facilitate the care and maintenance.


Diesel Generator,Portable Diesel Generator,Silent Diesel Generator,Home Generators
FUZHOU LANDTOP CO., LTD , https://www.landtopcos.com